

139-1542-0866 方先生

8種常見的機械加工工藝,建議收藏
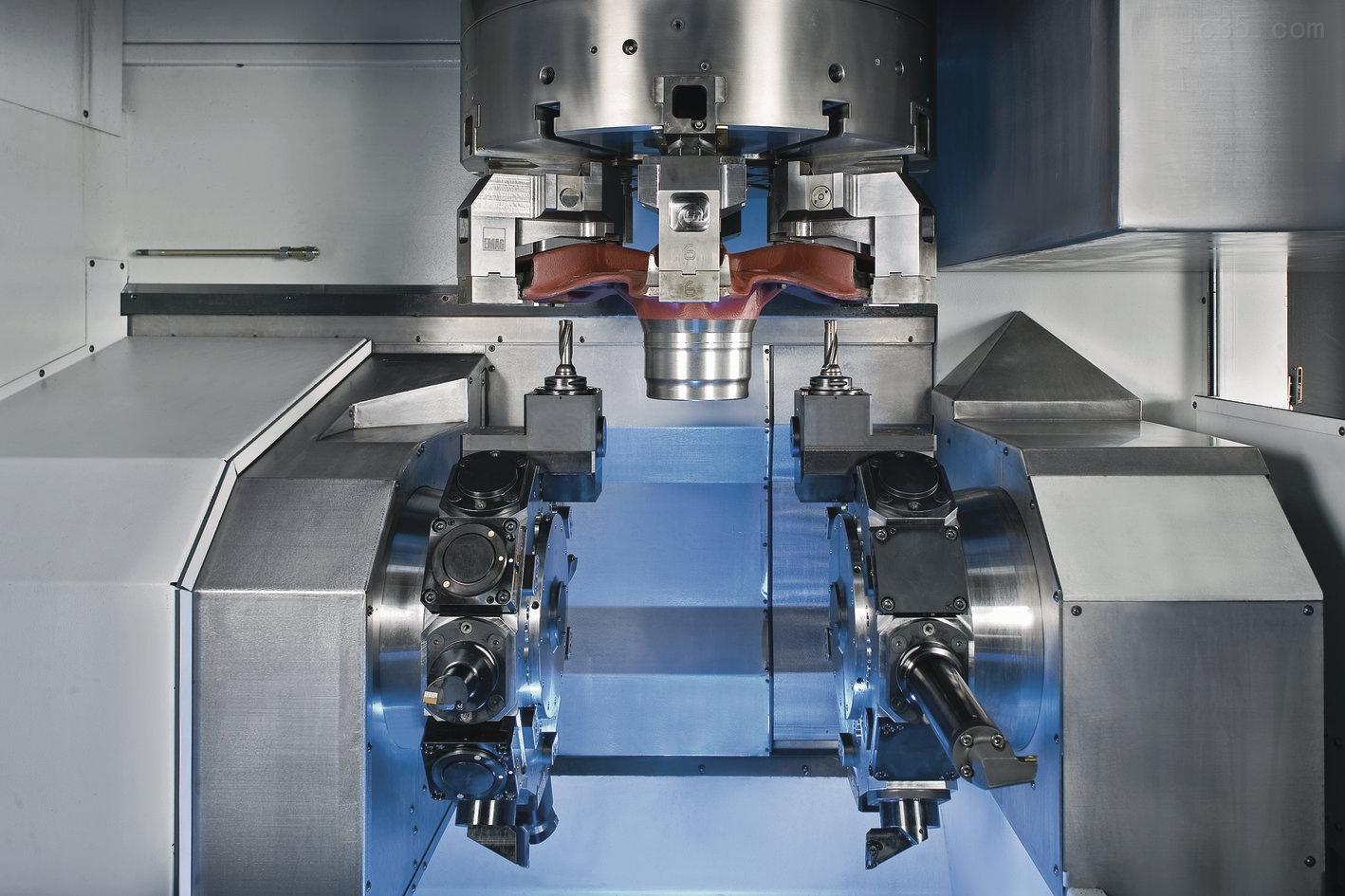
01. 車削(Turning)
車削是將工件固定在旋轉的工件夾持裝置上,然后使用刀具將工件上的材料逐漸切削以獲得所需形狀和尺寸。這種加工方式適用于制造圓柱形零件,如軸和套筒。車削的方式和刀具選擇影響著最終產品的外形和表面粗糙度。

車削可以分為不同的類型,包括外圓車削、內圓車削、車削平面、車削螺紋等。
外圓車削通常用于加工軸、圓柱體和錐體等形狀;內圓車削中,刀具進入工件的內孔中,將內孔的直徑和表面加工成所需的尺寸和精度;車削平面通常用于制作平整的表面,例如零件的底座或端面;車削螺紋是通過將刀具的切削刃與工件的表面相對移動,逐漸切削出螺紋形狀,包括內螺紋和外螺紋。
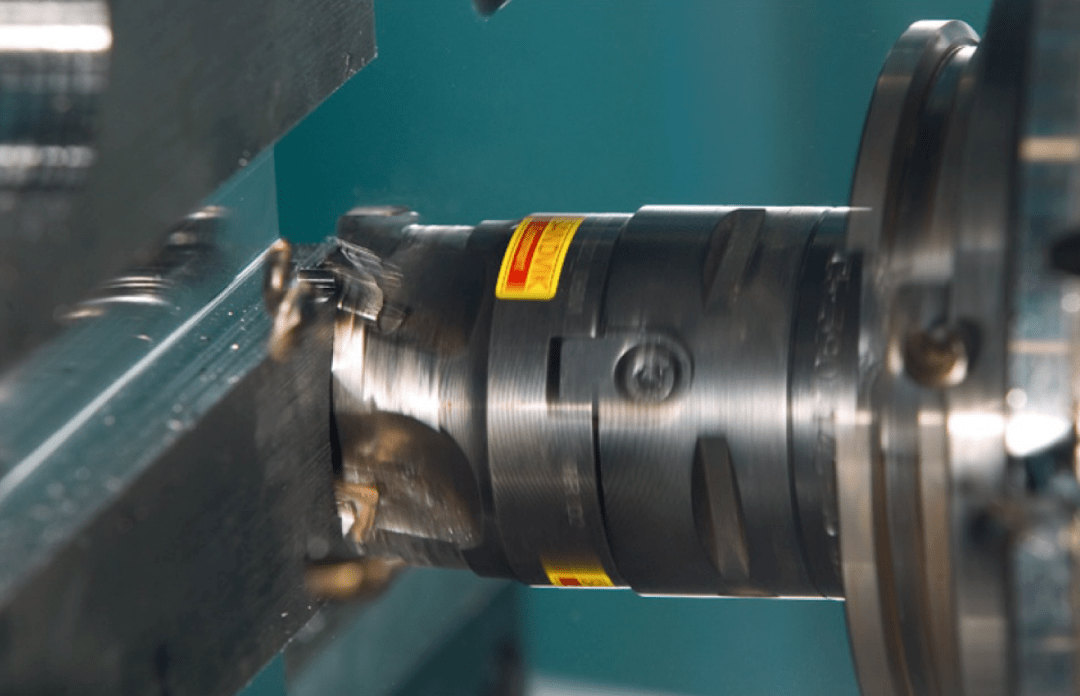
02. 銑削(Milling)
銑削加工通過旋轉刀具在工件表面上切削材料,通過控制刀具的移動,可以制造出平面、凹凸面、齒輪等復雜形狀的零件。銑削包括平面銑削、立銑、端銑、齒輪銑削、輪廓銑削等。每種方式都適用于不同的加工需求。

在平面銑削中,刀具的切削刃在工件表面上切削,以獲得平坦的表面;立銑常用于加工沿著工件高度方向的凹槽和孔;端銑是在工件的側面進行切削,常用于加工輪廓、凹槽和邊緣等;齒輪銑削通常使用帶有切削刃的特殊刀具,以切削出齒輪的齒形;輪廓銑削用于加工復雜的曲線或輪廓形狀,刀具的路徑會根據輪廓進行精確的控制。
03. 鉆削(Drilling)
鉆削是通過旋轉的鉆頭在工件上切削材料,以形成所需直徑和深度的孔洞,廣泛用于制造業、建筑業和維修領域。鉆削常分為常規鉆削、中心鉆削、深孔鉆削、多軸鉆削等不同類型。
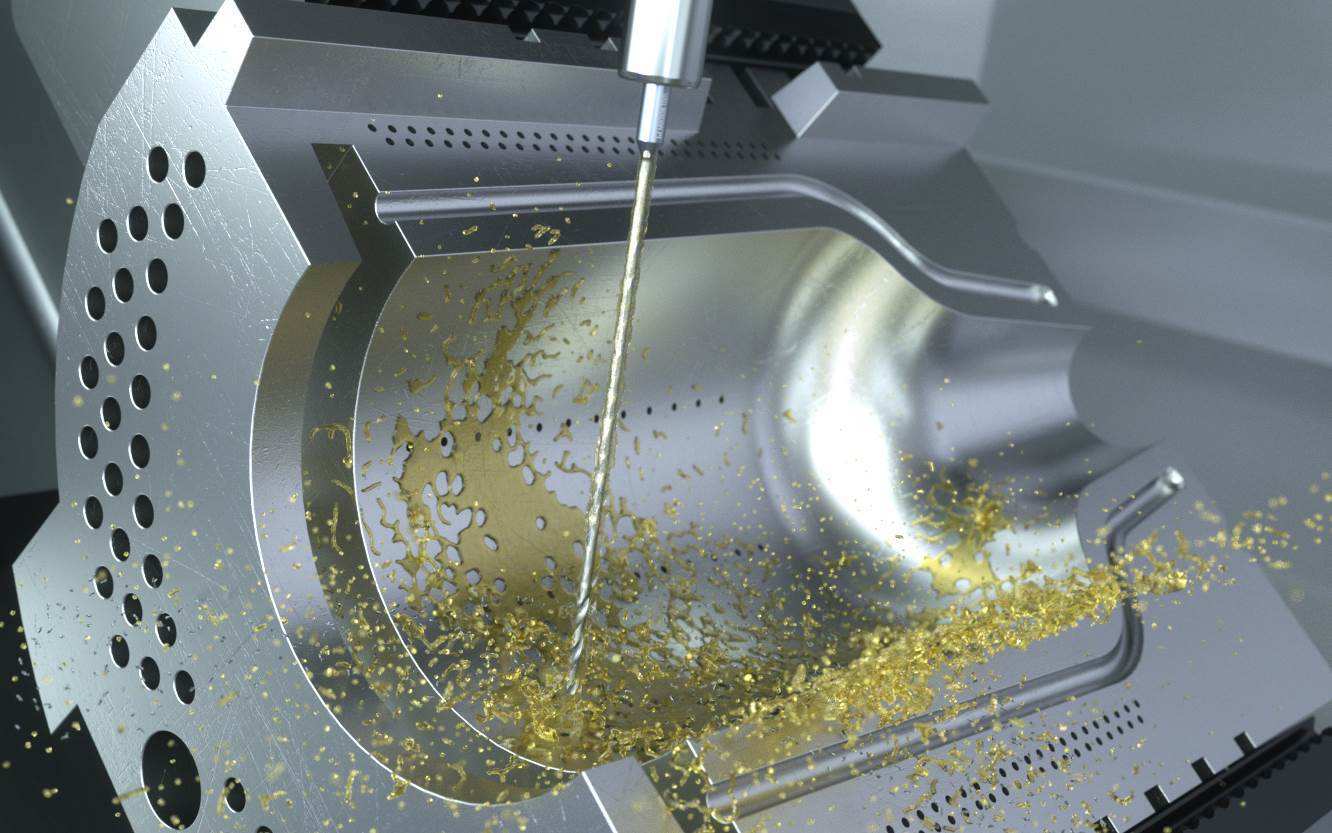
常規鉆削使用帶有螺旋形切削刃的鉆頭,一般用于較小的孔洞和一般的鉆削需求;中心鉆削是在工件表面上先創造一個小孔,然后再使用較大的鉆頭鉆削,確保大孔的位置準確無誤;深孔鉆削用于加工較深的孔洞,這需要特殊的鉆頭和冷卻技術,以確保加工的精度和質量;多軸鉆削使用多個鉆頭以不同的角度同時進行鉆削,適用于同時加工多個孔洞的情況。
04. 磨削(Grinding)
磨削是通過使用磨具將工件表面上的材料逐漸切削或磨除,以獲得所需的形狀、尺寸和表面質量。磨削通常用于加工高精度和高表面質量要求的零件,例如模具、精密機械零件、工具等。
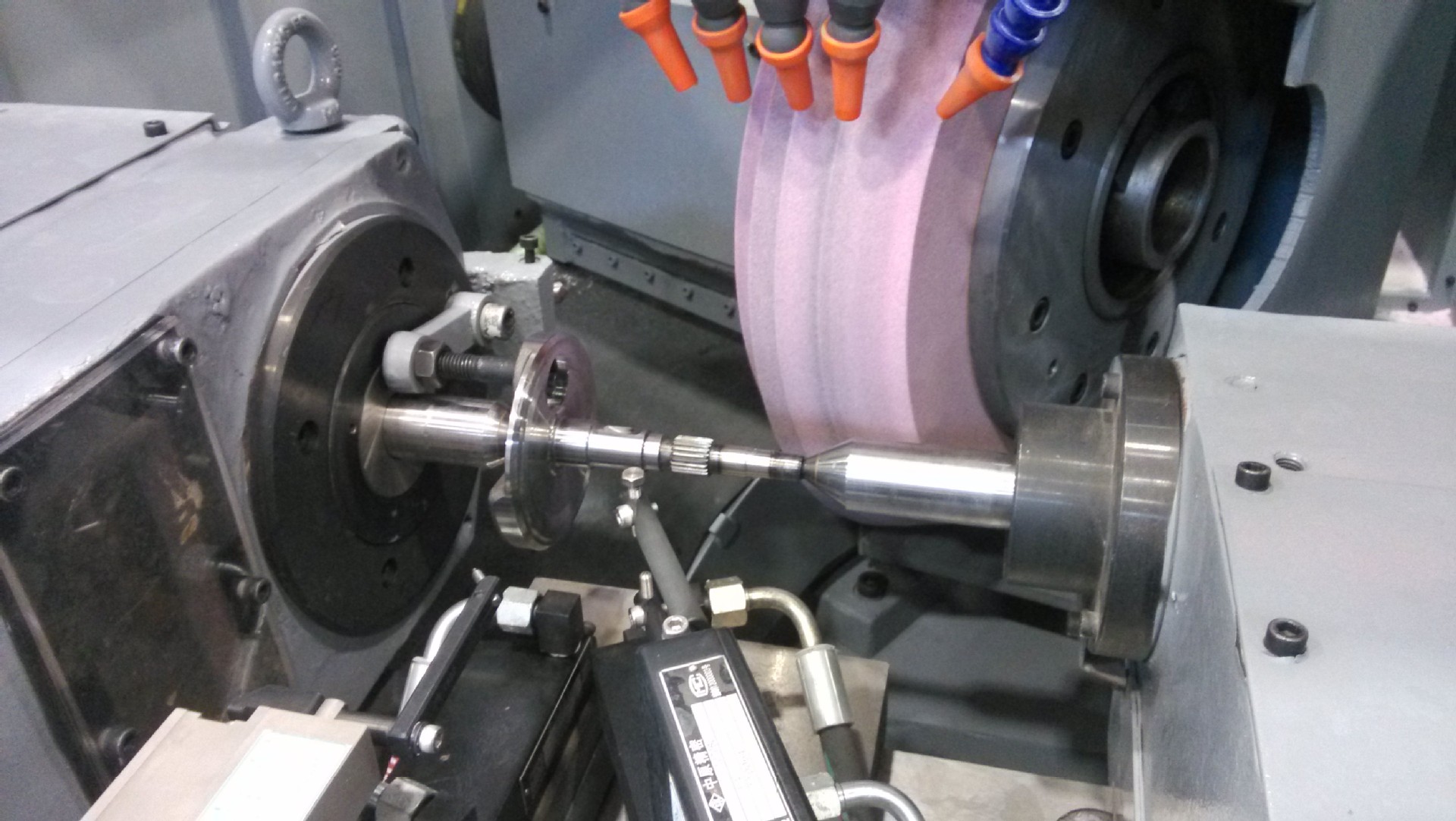
磨削分為平面磨削、外圓磨削、內圓磨削、輪廓磨削。平面磨削用于加工平坦的工件表面,以獲得平整的表面和精確的尺寸;外圓磨削用于加工圓柱形工件的外圓表面,例如軸、銷等;內圓磨削用于加工孔的內表面,例如內孔、軸孔等;輪廓磨削用于加工復雜的輪廓形狀,例如模具和工具的刃口。
05. 鏜削(Boring)
鏜削通用于加工工件內部的圓孔,通過旋轉的刀具在現有孔洞中進行切削,以達到精確尺寸和平面度的目標。與鉆削不同,鉆削是通過在工件表面上切削材料來形成孔洞,而鏜削則是通過將刀具插入工件內部來切削孔洞的。
鏜削分為手動鏜削和數控鏜削。手動鏜削適用于小批量生產和簡單的加工任務;數控鏜削通過編程確定切削路徑、進給率和旋轉速度,以實現自動化的高精度加工。
06. 刨削(Planing)
刨削通過使用刨刀在工件表面上切削材料,以獲得所需的平坦表面、精確的尺寸和表面質量。刨削通常用于加工較大工件的平坦表面,例如底座、床身等。它可以為工件提供平整的表面,使其適合與其他工件配合使用。

刨削通常分為粗加工和精加工兩個階段。在粗加工階段,刨刀的切削深度較大,以快速去除材料。在精加工階段,切削深度減小,以實現更高的表面質量和尺寸精度。刨削分為手動刨削和自動刨削兩種類型。手動刨削小批量生產和簡單的加工任務;自動刨削使用自動化機床來控制刨刀的移動,以實現更穩定和高效的加工過程。
07. 插削(Broaching)
插削使用插削刀具逐漸加深切削,制造出內部復雜輪廓,常用于加工工件的輪廓、凹槽、孔等復雜形狀。插削通常可以獲得較高的加工精度和表面質量,適用于需要高精度和良好表面質量的零件。一般分為平面插削、輪廓插削、凹槽插削、孔插削等類型。
平面插削用于加工平坦的工件表面,以獲得平整的表面和精確的尺寸;輪廓插削用于加工復雜的輪廓形狀,例如模具、零件等;凹槽插削用于加工凹槽和溝槽,切削刃進入工件并沿著工件表面切削;孔插削用于加工孔洞的內輪廓,切削刃進入孔洞并切削孔洞的內表面。
08. 電火花加工(EDM)
電火花加工通過使用電弧放電來切割和加工導電材料,以獲得高精度、復雜形狀的零件,如模具和工具,常用于制造模具、塑料注射模、航空發動機零件、醫療器械等領域。電火花加工通常用于加工難以用傳統機械加工方法切削的硬、脆或高硬度材料,如工具鋼、硬質合金、鈦合金等。

電火花加工的主要特點:
1、非接觸切削:與傳統的機械切削不同,電火花加工是一種非接觸的加工方法。工具和工件之間沒有直接的物理接觸,而是通過電弧放電來剝離材料。
2、高精度:電火花加工能夠實現高精度的加工,通常可以達到亞微米級的尺寸精度。這使得它適用于制造需要高精度的模具、模型以及其他精密零件。
3、復雜形狀:由于電火花加工是一種非接觸加工方法,它可以用于加工非常復雜的形狀,包括內部輪廓、小孔、槽等。
4、適用硬度高材料:電火花加工適用于硬度較高的材料,因為它不依賴于傳統切削方法中的刀具硬度。
以上就是8種常見的機械加工工藝,每種機械加工工藝都有其特定的應用領域和優勢。選擇適當的工藝取決于零件的材料、形狀、尺寸和表面要求。
? 2023 昆山特鑫精密電子有限公司 All Rights Reserved 蘇ICP備15036275號-1